
Nasspressen (duroplastisch)
In einer Kavität können Fasern und Reaktionsharz in Verbindung gebracht werden. Die Konsolidierung geschieht durch eine Presse, deren Innenraum evakuuiert werden kann.
Hybridgarn pressen (thermoplastisch)
Ein Hybridgarn für die Herstellung von thermoplastischen faserverstärkten Bauteilen besteht aus einer Verstärkungsfaser und einer thermoplastischen Faser. Ein Besipiel ist die Kombination von Kohlenstofffasern und Polyamid 6 Fasern. Das Garn wird in einem Preforming Verfahren , z.B. TFP oder Flechten in ein endkonturnahes Halbzeug überführt und anschließend unter Temperatur und Druck verpresst. Durch das Aufbringen der Temperatur wird der thermoplastische Anteil aufgeschmolzen und der Druck ermöglicht die vollständige Imprägnierung der Verstärkungsfasern.
Schlüsseldaten:
Pressfläche: 600mm x 650 mm
Hub: 500mm
Temperaturbereich: RT - 400°C
Heizrate: 5 K/min
Presskraft: 22 - 1000 kN
Schliessgeschw.: 28 mm/s (Schnellverschluss)
2 mm/s (Arbeitsverschluss)
Vakuum: 20 mbar
Heizeistung: 60 kW
Kühlleistung: 60kW
Steuerung: Eventbasiert: Kraft, Temperatur(12 Messtellen), Vakuum,
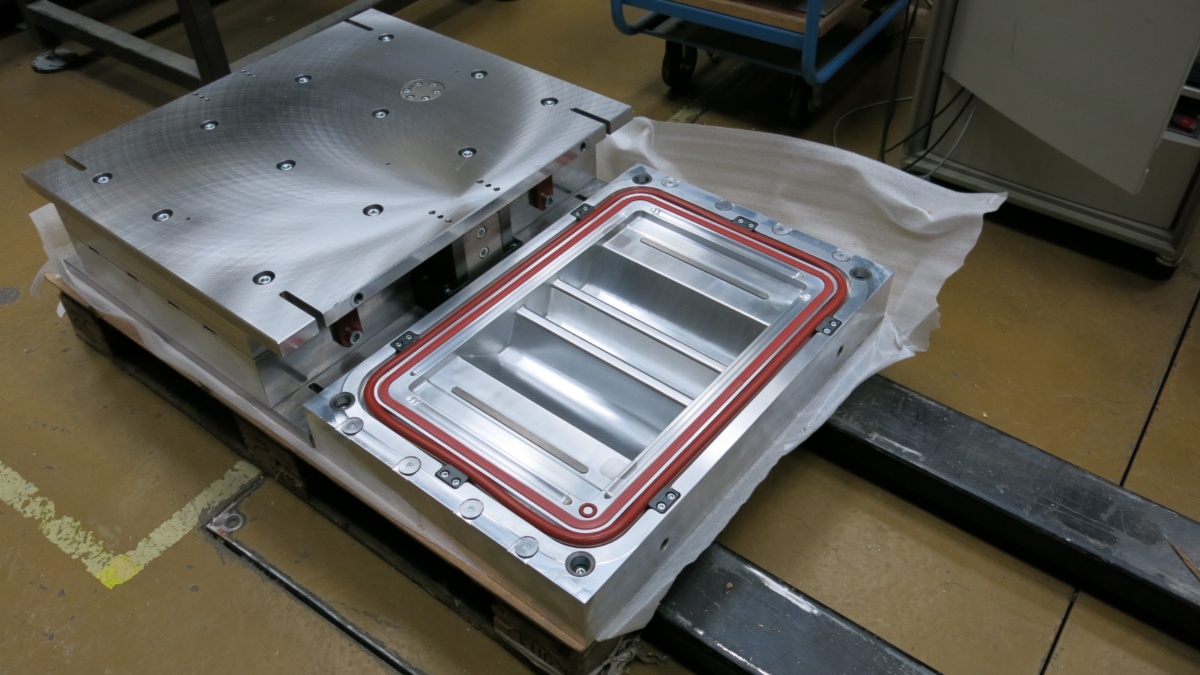
Nasspresswerkzeug
Förderprojekte & weiterführende Informationen
Ausgangssituation/Zielsetzung
- Die Möglichkeit der Kombination von hervorragenden optischen Eigenschaften, hoher Impactbeständigkeit und einer gleichzeitigen Gewichtsersparnis ist ein Potential, das bei Faserverbundkunststoffen bislang selten ausgeschöpft wird
- Strukturbauteile mit der Transparenz ähnlich einer Glasscheiben für Sicherheitsanwendungen
Lösungsweg
- Anpassung der Brechungsindizes von Polymer und Verstärkungsfaser
- Fertigungstechnologien für höchste Oberflächenqualitäten
Kontakt

Ausgangssituation/Zielsetzung
- Entwicklung eines teilautomatisierten Tüteninfusionsverfahrens soll realisiert werden
Lösungsweg
- Vakuumkammermaschine angepasst auf Composite Fertigung
- Bestimmung von Prozessparametern und erzielbaren Materialkennwerten
- Automatisiertes Schneiden und Schweißen von C-Fasertapes
Verantwortliche Person

Benjamin Grisin
Dipl.-Ing.Wissenschaftlicher Mitarbeiter
Klaus Heudorfer
Dipl.-Ing.Wissenschaftlicher Mitarbeiter