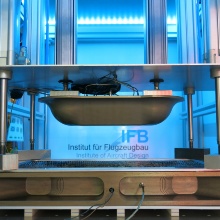
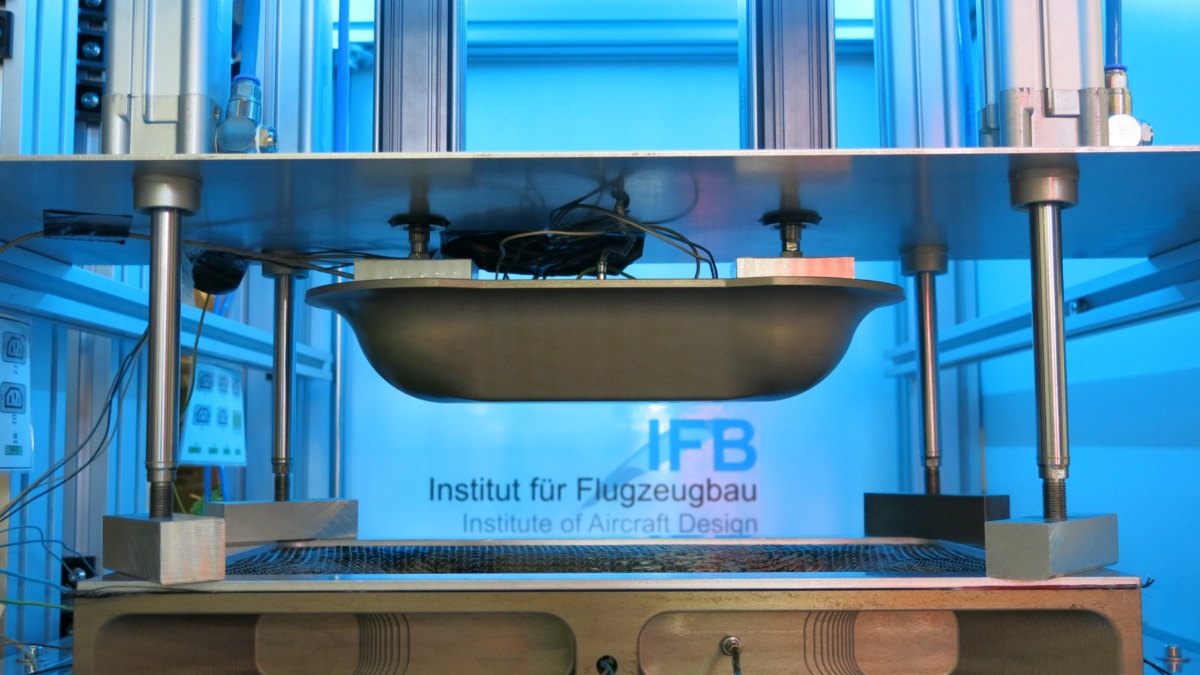
Der Drapierprozess wird am IFB mittels des eigens entwickelten Drapierteststandes untersucht. Der Fokus liegt auf dem klassischen Stempelprozess, wobei zumeist trockene Faserhalbzeuge Anwendung finden. Außerdem werden in diesem Zusammenhang auch Prepregmaterialien sowie Nasspressprozesse untersucht.
Der Drapierteststand bietet modulare Versuchsaufbauten und es sind Geometrien mit einer maximalen Größe von ca. 1500 mm x 750 mm herstellbar. Ebenso wie die Stempel und Drapierwerkzeuge, können segmentierte Niederhalter variabel positioniert und eingesetzt werden. Zudem werden beheizte Drapierwerkzeug eingesetzt, die den Einsatz von Bindern ermöglichen. Maximale Prozesstemperaturen liegen je nach Werkzeug zwischen 150 °C und 200 °C.
Die Direkte Kopplung mit zwei Kuka Industrierobotern ermöglicht das automatisierte Handhaben der Faserhalbzeuge vor und nach dem Drapierprozess. Außerdem werden optische Auswerteverfahren genutzt, um die Drapierqualität zu untersuchen und einen Abgleich mit der Prozesssimulation zu ermöglichen.
Ein wesentlicher Forschungsschwerpunkt im Zusammenhang mit dem Drapieren ist die Entwicklung und Integration von Sensorik mit dem Ziel der Prozessoptimierung und –autonomisierung. In diesem Zusammenhang werden vor allem Dehnungssensoren eingesetzt, welche direkt auf die Faserhalbzeuge appliziert und zur Ermittlung von Prozessgrößen genutzt werden können. Zudem werden im Forschungsbereich Drapieren weitere Aspekte der Funktionsintegration adressiert.
Schlüsseldaten:
Maße Drapierteststand: 1600 mm x 1200 mm x 2500 mm (L x B x H)
Industrieroboter: 1x KUKA KR120 R2700 extra HA
1x KUKA KR60 HA
Max. Bauteilgröße: 1500 mm x 750 mm
Max. Prozesstemperaturen: 150 °C – 200 °C
Optische Auswerteverfahren: Robotergeführte 3D Faserwinkelanalyse
ATOS (Fa. GOM)
ARAMIS (Fa. GOM)
Drapierprozess
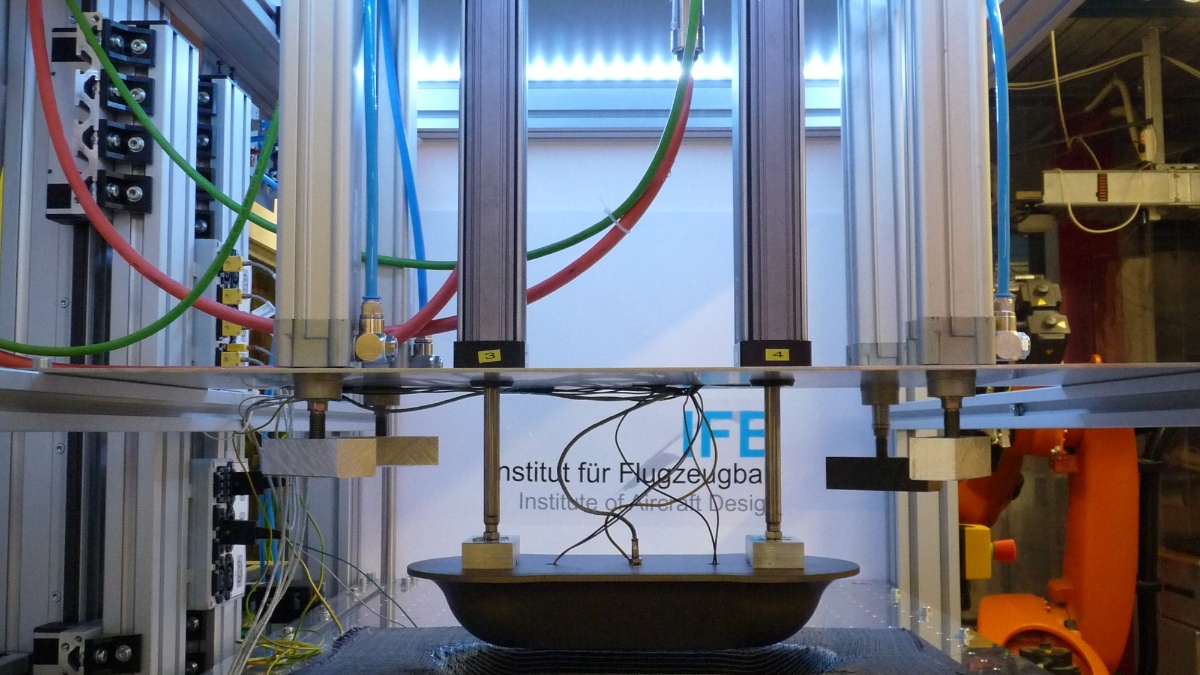
Drapierteststand
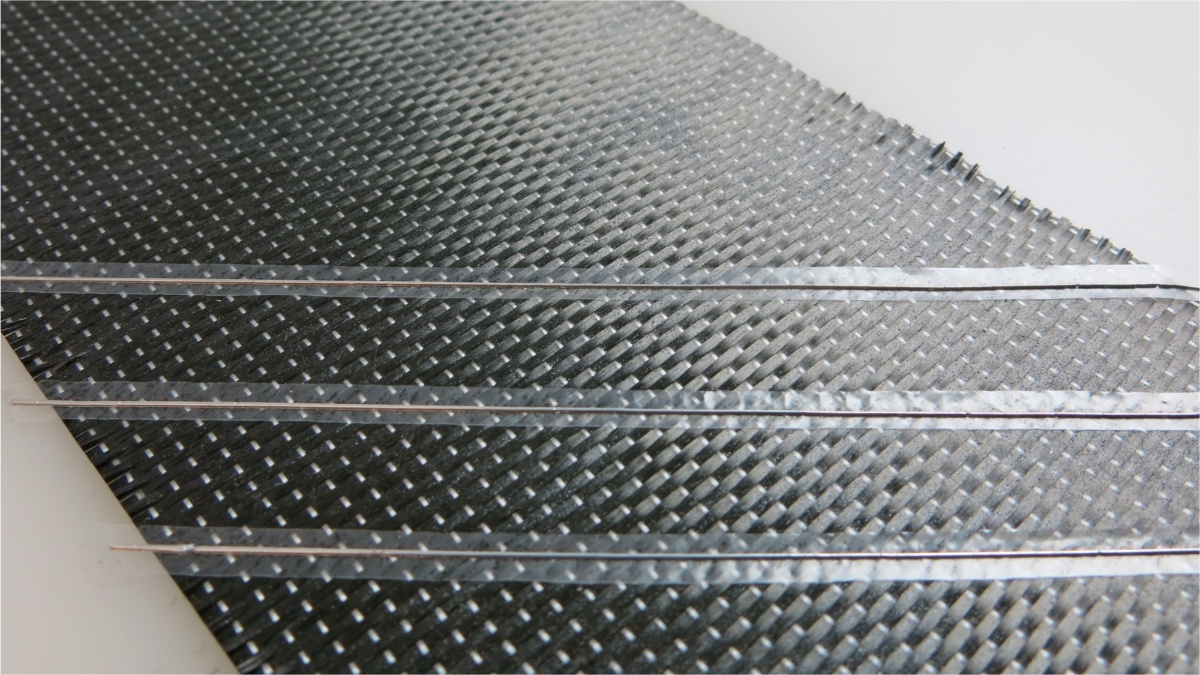
Textilintegrierte Dehnungssensorik
Förderprojekte & weiterführende Informationen

Ausgangssituation/ Zielsetzung
- der Umformprozess von textilen Halbzeugen soll in einer digital unterstützen und adaptiven Produktionsumgebung optimiert werden
- kostengünstige und ressourcenschonende Herstellung von Faserverbundbauteilen
Lösungsweg
- die bestehende DYNA-Pixel Technologie muss weiterentwickelt werden
- simulatives Prozessdesign und Aufbau eines sensorgestützten Produktionsprozesses
Kontakt
Weiterführender Link:

Jakob Gugliuzza
M. Sc.Wissenschaftlicher Mitarbeiter

Stefan Carosella
Dr.-Ing.Stellvertretender Leiter Bereich Fertigungstechnologie